












120°C steamed heat pump
- Replace gas-fired boilers
- 120℃ high-temperature steam
- 50% less energy consumption
- safe
- save labor costs
- Intelligent control
We got the Certificates:TUV ISO9001, ISO45001(Health&Safety), ISO14001 (Environment), TUV EN14825( A+++), TUV CE , TUV CB, 38 patents of product technique, 66 Awards Certificates from Government
Working principle
Our steam heat pump operates on an advanced vapor compression cycle. It first absorbs low-temperature industrial waste heat from wastewater, exhaust or process surplus heat to evaporate the refrigerant. The refrigerant vapor is then compressed into high-temperature, high-pressure gas, releasing large amounts of heat. This heat efficiently transfers to water, directly generating high-temperature steam. The cooled refrigerant expands and circulates again. With this closed-loop system, it upgrades waste heat into usable steam with high efficiency, achieving 1 unit of electricity input delivering 3 units of thermal energy.
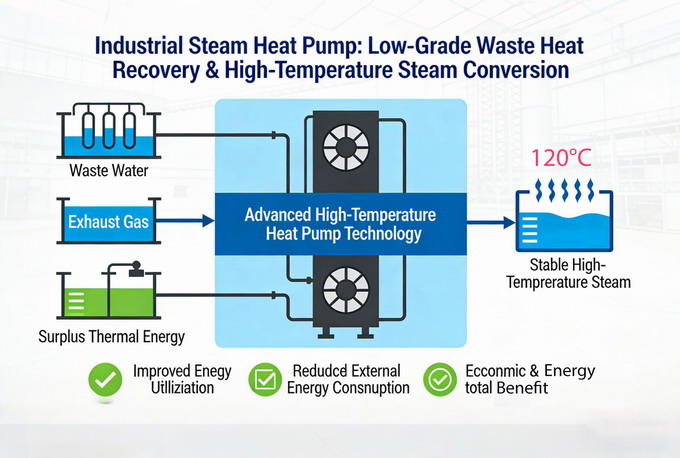
Waste water transferred to steam
Our industrial steam heat pump efficiently recovers low-grade waste heat from industrial processes—including waste water, exhaust gas, and surplus thermal energy. Through advanced high-temperature heat pump technology, it upgrades and converts this otherwise wasted thermal energy directly into stable, high-temperature steam. This closed-loop waste heat recycling system greatly improves energy utilization, reduces external energy consumption, and turns waste into valuable production steam, creating both economic and environmental benefits for industrial users.
Replace gas-fired boilers
Our steam heat pump fully replaces conventional gas-fired boilers without relying on natural gas or fossil fuels. By eliminating combustion entirely, it produces no flue gas, soot, or harmful pollutants during operation. This directly achieves zero Scope 1 carbon emissions and greatly reduces your carbon footprint. It helps enterprises comply with strict global environmental policies, carbon neutrality goals, and emission standards, while creating a cleaner, safer, and more sustainable industrial production environment.
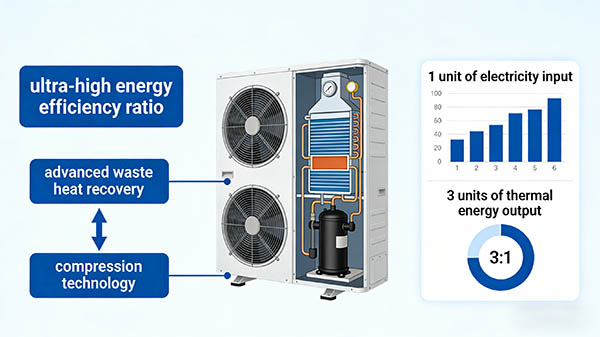
High efficiency
Our steam heat pump features an ultra-high energy efficiency ratio. By utilizing advanced waste heat recovery and compression technology, it can deliver 3 units of thermal energy with just 1 unit of electricity input.
This high-efficiency thermal amplification greatly exceeds the performance of traditional boilers and electric heaters. It significantly reduces energy consumption and operating costs while maximizing energy utilization. The system upgrades low-grade waste heat into high-temperature steam efficiently, turning low-cost electricity into considerable thermal value, making it an economical and sustainable solution for industrial steam production.
More safe ,low cost
Our steam heat pump is designed as a non-pressure vessel, which fundamentally removes the safety risks associated with traditional pressure boilers.
It operates under low pressure without hidden dangers such as explosion or leakage, ensuring stable and safe running 24/7.
In line with international industrial safety standards, this equipment does not require mandatory annual inspection, saving you time, inspection fees, and complex administrative procedures.
It brings safer, simpler, and lower-cost operation for factories while maintaining high-performance steam output.

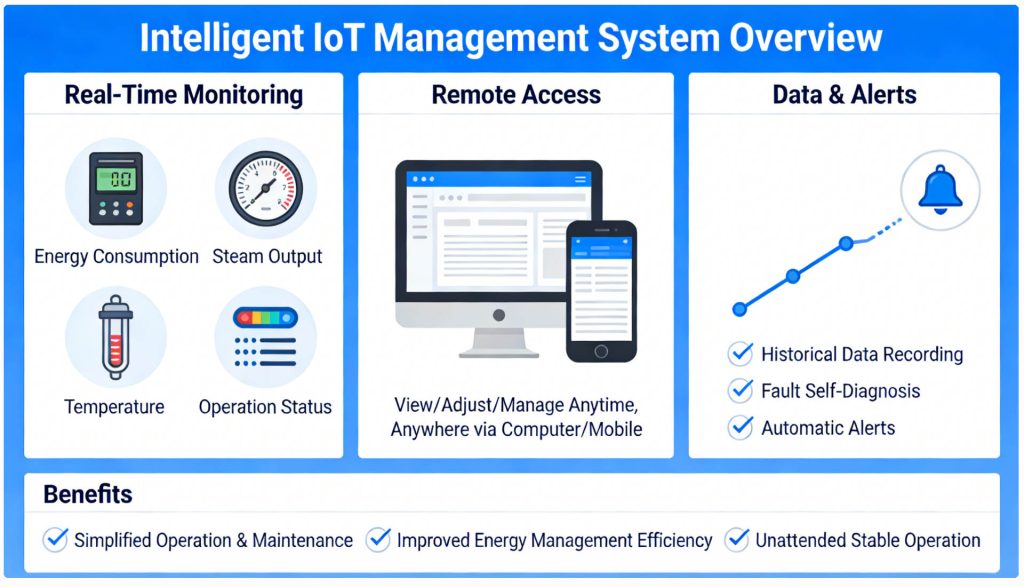
Smart control
Our system is equipped with intelligent IoT-based management, enabling full digital monitoring and control.
Key parameters including energy consumption, steam output, temperature, and operation status are collected and displayed in real time.
Users can remotely view, adjust, and manage the unit via computer or mobile device anytime, anywhere.
Historical data recording, fault self-diagnosis, and automatic alerts further improve stability and reduce manual intervention.
This intelligent solution greatly simplifies operation and maintenance, improves energy management efficiency, and supports unattended stable operation.

Main Characters:
1. High temperature 120 degree C outlet water. Can replace directly any exisiting boiler. Great product for factory upgrade for cost saving.
2. Easy installation, easy maintenance, trouble free product.
3. Extrimly energy saving.
4. Can be connected with solar water heater system.
5. All water access parts are stainless steel and copper to keep safe, healthy and non-pollution
。
120°C Heat Pump Steam System: Applications in Residential and Commercial Sectors
I. Residential Applications: Focusing on Miniaturization and Convenient Steam Demand
1. Core Application Scenarios
- Corporate Canteens and Catering Kitchens: Replace traditional electric heating steam equipment to provide 120°C saturated steam for large-scale steam boxes and disinfection cabinets in schools and enterprise canteens. By recovering ambient air heat or waste heat from wastewater, heat pumps can produce steam at 1/3-1/4 of the energy consumption of electric boilers, saving tens of thousands of yuan in annual electricity costs.
- Dry Cleaning Stores and Clothing Care: 120°C steam meets the high-temperature requirements for clothing ironing and drying. Compared with electric irons or gas dryers, heat pump systems have a COP (Coefficient of Performance) of 3.2-4.5, reducing energy consumption by over 60%. Additionally, the stable steam humidity minimizes clothing damage.
- High-End Residential Heating and Hot Water Supply: For villas, large flats, etc., combined with underfloor heating or radiators to provide high-temperature hot water (indirectly converted into heating heat) while meeting domestic hot water demand. Some air-source models can operate stably at low temperatures as low as -25°C, suitable for northern winter scenarios.
- Small Homestays and Apartment Buildings: Replace gas water heaters to provide centralized hot water and winter heating for multiple rooms. The modular design allows flexible capacity expansion, no need for gas pipelines, and higher safety.
2. Technical Features of Residential Scenarios
- Miniaturized Design: The overall dimensions are applicable to be installed outdoors without occupying indoor space;
- Quick Start-up: Can produce 120°C saturated steam within 30 minutes to meet immediate steam demand;
- Intelligent Control: Supports remote monitoring and load adjustment, with steam pressure fluctuation ≤±0.05MPa, adapting to the dynamic energy demand of residential scenarios.
II. Commercial/Industrial Applications: Focusing on Energy-Saving Renovation and Waste Heat Recovery
1. Key Industries and Cases
- Food Processing and Wine Making:
- Application Scenarios: Steaming, sterilization, drying and other processes, such as Baijiu distillation, high fructose corn syrup production, and canned food sterilization.
- Typical Case: Jinang Hongjitang Distillery adopted 120°C air-source heat pump steam units to replace traditional electric boilers, meeting a steam demand of 300kg/h. The operating power is ≤150kW, saving 777,600 kWh of electricity annually with a running cost reduction of 467,000 yuan, and the investment payback period is only 2.4 years; a food factory in Fujian uses waste heat from 35°C cooling circulating water to produce 120-155°C steam through heat pumps, with a COP of 4.2, significantly reducing costs after replacing purchased steam.
- Textile Dyeing and Papermaking:
- Application Scenarios: High-temperature setting of fabrics after dyeing, paper drying, and equipment cleaning and disinfection.
- Technical Advantages: Recover waste heat from 40-90°C wastewater generated during production and convert it into 120°C steam for recycling. This saves over 68% of energy compared with gas boilers and reduces environmental pressure from wastewater discharge.
- Medical Pharmacy and Semiconductors:
- Application Scenarios: Medical device sterilization, distillation and purification in pharmaceutical production, and semiconductor chip cleaning.
- Core Requirements: High-purity steam (oil-free compression), stable operation (99.5% availability), 120°C saturated steam meets aseptic process requirements, and zero carbon emissions comply with environmental standards of the pharmaceutical industry.
- Chemical Industry and Electroplating:
- Application Scenarios: Heating of chemical reaction kettles, constant temperature of electroplating solutions, and raw material distillation.
- Energy-Saving Logic: Recover unused warm water (60-80°C) heat in chemical production, upgrade it to 120°C steam through heat pumps, replace heavy oil boilers, reduce annual CO₂ emissions by thousands of tons, and lower fuel procurement costs.
- Tobacco Processing:
- Application Scenarios: Tobacco leaf rehydration and heating in thin sheet production lines.
- Case Results: A mid-range tobacco factory in Yunnan adopted a 120°C heat pump steam system, recovering waste heat from 80-90°C exhaust gas of tobacco cutting machines. The fluctuation of tobacco leaf moisture content was reduced from ±1.5% to ±0.3%, the product qualification rate increased to 99.7%, and energy consumption costs dropped by 68%.
2. Core Advantages in Commercial Scenarios
- Energy Conservation and Carbon Reduction: COP of 2.0-4.2, saving 46%-70% of energy compared with electric boilers and reducing CO₂ emissions by over 50% compared with gas boilers. Some projects can enjoy low-carbon policy subsidies;
- Waste Heat Recovery: Can utilize multi-source heat sources such as industrial wastewater, waste gas, and air. It is particularly suitable for enterprises with waste heat emissions, realizing “energy cascade utilization”;
- Safety and Reliability: No open flame or fuel storage, avoiding boiler explosion risks. The modular design supports redundant operation, and single unit failure does not affect overall production;
- Cost Control: Operating cost is only 1/3 of that of electric boilers and 1/2 of that of gas boilers. The investment payback period is usually 2-5 years, and it can be shortened to less than 2 years in some high-energy-consuming industries.
III. Core Differences and Adaptation Suggestions Between Residential and Commercial Applications
| Dimension | Residential Sector | Commercial/Industrial Sector |
|---|---|---|
| Steam Demand | Low (≤50kg/h) | High (50-5000kg/h) |
| Heat Source Selection | Mainly air-source (no waste heat recovery required) | Prioritize water sources (recover process wastewater/exhaust heat) |
| Core Demands | Convenience, cost saving, small footprint | Energy conservation, stability, low carbon, process adaptability |
| Typical Equipment | All-in-one small unit (≤30kW) | Modular unit (30kW and above) |
| Investment Scale | Tens of thousands of yuan | Hundreds to millions of yuan (depending on capacity) |
IV. Application Prospects and Notes
- Promotion Potential: Driven by the “dual carbon” policy, there is strong demand for boiler replacement in the commercial sector, especially in regions with strict environmental requirements such as the Yangtze River Delta and Pearl River Delta. In the residential sector, it is upgrading to miniaturization and intelligence, adapting to homestays, high-end residences, etc.
- Notes:
- Commercial scenarios need a stable heat source (e.g., 60°C+ wastewater/exhaust gas); otherwise, it is necessary to use an air-source heat pump combination;
- Water quality requirements are relatively high; soft water or pure water should be used to avoid equipment scaling and efficiency reduction;
- Steam pipeline insulation should be considered during installation to reduce heat loss and improve overall energy efficiency.
Tech Parameter
| Model: SYRB-610EH/SN11-ST | |
| General Specifications | |
| Rated power supply | 380 V ~ 50 Hz |
| Max. operating power | 25 kW |
| Max. operating current | 40 A |
| Water-proof grade | IPX4 |
| Electric-shock protection | Class I |
| Sound pressure level | 60 dB(A) |
| Unit dimensions (W×D×H) | 770 × 1310 × 2004 mm |
| Unit weight | 750 kg |
| Refrigerant | R245fa |
| Source-side discharge / suction max. pressure | 2.6 MPa / 0.7 MPa |
| Water-side discharge / suction max. pressure | 2.6 MPa / 0.7 MPa |
| Source-side water pressure drop | 50 kPa |
| Source-side rated water flow | 8 m³/h |
Performance under different source-side conditions(Steam output 120 °C)
| Test Conditions | Water Source inlet / outlet (°C) | Heating capacity (kW) | Total input (kW) | Current (A) | COP |
| Case 1 | 45 / 40 | 40 | 17 | 28.6 | 2.35 |
| Case 2 | 50 / 45 | 45 | 17.7 | 29.7 | 2.54 |
| Case 3 | 55 / 50 | 50 | 18.5 | 31.1 | 2.7 |
| Case 4 | 60 / 55 | 55 | 19.3 | 34.3 | 2.85 |
| Case 5 | 65 / 60 | 61 | 20.3 | 34.2 | 3 |




